

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
自适应进给系统指的是能够根据实际情况进行自我调整的机床进给系统。
工作原理自适应控制技术应用在数控加工上,是通过检测机床主轴的负载,运用内部的专家系统对采集的主轴负载信号和相应的刀具及工件材料数据进行分析处理,实时计算出机床最佳的进给速率并应用到数控加工过程中,从而大幅度提高生产效率,并在加工过程中稳定、连续、自动的控制进给速率,同时实现动态的刀具保护功能(如图所示)。
在加工过程中,自适应控制系统可以依据控制对象的输入输出数据,进行学习和再学习,不断地辨识模型参数并进行修正。随着生产过程的不断继续,模型会变得越来越准确,越来越接近于实际,最终将自身调整到一个最优的工作状态,实现加工过程的优化。1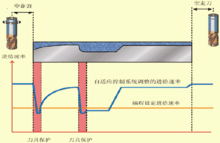
主要功能1) 大幅提高加工效率
OMAT自适应控制系统实时采样机床主轴负载变化,在较小载荷的情况下增大进给速率,在较大载荷的情况下减少进给速率,达到缩短加工周期、提高加工效率的目的。
2) 保护刀具、机床、工件不受损害
传统加工刀具断裂不可检测和控制、刀具磨损靠手动监视、效率低。在自适应控制系统的控制下,加工参数会实时自动地适应刀具负荷和切削工况。如果加工中出现突发性事件造成超载(例如刀具或工件受到的冲击、工件毛坯的直径增加太大等),自适应控制系统会把进给速率自动减小到内部的专家系统所允许安全值,必要时强制机床停机。当这些突发事件过去后,系统再把进给速率增加到内部的专家系统所允许的最大值,从而有效地保护刀具,减少刀具的磨损,进而延长刀具的使用寿命。
OMAT自适应控制系统具有下列保护功能:
铣刀断裂保护(报警并停机防止工件及后续刀具损坏);
深孔钻道具断裂保护(报警并停机);
刀具磨损监控(数字显示磨损量);
主轴过载保护(报警或停机);
3) 实时监控、记录切削加工状况
自适应控制系统可以对数控加工过程进行实时的监控,并将所有在切削过程中的性能数据(主轴切削负载、进给率变化、刀具磨损量、加工工件数、切削时间等)统计起来实时生成加工情况报表,并输出图形、数据至Windows用户界面,形成完整的机床档案,供管理人员进行评估、分析,从而辅助生产管理。这些数据还可以存储在硬盘供以后查阅存档。
显著效果提高加工效率等于降低制造成本!典型应用统计:轮廓铣削省时约38%;铣槽省时约34%;3D铣面省时约37%;钻孔省时约28%。如果每台设备提高加工效率按30%~40%计算,那么安装三部以色列OMAT优铣控制器(优化数控铣床加工的自适应控制系统),就相当于多出一台数控机床或加工中心的加工率。据已有的国内外使用数据计算,只需4~9个月即可收回用于购买OMAT产品的投资。
在生产中,自适应控制系统在加工第一件工件时就学习对刀具磨损进行监测。在随后的加工中,系统继续对刀具的状况进行监测,并按刀具的当前磨损程度占最大磨损程度的百分比来进行显示。随着刀具的磨损,自适应控制系统能够实时的根据刀具磨损量,自动计算出最佳的进给速度,刀具磨损到一定程度时提醒操作者更换刀具。这样一来数控程序员可以象在使用崭新锋利的刀具情况一样设定进给量。即自适应控制器对刀具的磨损进行补偿。2
本词条内容贡献者为:
杜强 - 高级工程师 - 中国科学院工程热物理研究所
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号