

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
喷丝拉伸是纺织工艺的一种常见工艺。
异形粘胶纤维,即在粘胶纤维成形过程中,采用异形喷丝孔喷头纺制的具有特殊形状横截面的粘胶纤维。对于异形粘胶纤维,要想使粘胶细流和初生纤维尽可能地保持孔口形状,必须迅速对其施加较大的正拉伸,以保持或缩小异形横截面。
辊筒拉伸式喷丝直接成布法一级辊筒拉伸法本方法由杜邦公司开发成功并获得专利。两束不同品种的长丝,用一对拉伸辊筒拉伸,在输送帘带上铺成混合纤维网,经粘着后获得所要求的具有多种性能的无纺布。
工艺流程:图1为工艺流程图。
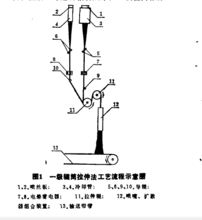
两种不同的聚合物由喷丝板1和2挤压出,经过冷却管3和4,以及导辊5和6,在电晕着电器7和8处着电,使长丝带电,由于电荷的同性相斥原理,长丝相互分离而不缠结。长丝再经导辊9和10合并于拉伸辊11。经拉伸后由组合装置12(上部为喷嘴,下部为丝扩散器)对丝再进行拉伸扩散,在输送帘带13上成网,然后立即进行粘着成布。一级辊筒拉伸两个喷丝头安装在一个部件中,温度为291℃,拉伸辊线速度3290米/分,空气喷嘴中空气流量为2.55米3/分。长丝在7和8处着电,着电量为5400静电单位/米2。由空气扩散器喷出的丝束宽度为114.3毫米,输送帘带宽800.1毫米,它与扩散器垂直。帘带速度为8.24米/分。所得纤维网单位面积重量为67.9克/米2。纤维网铺成后立即送去进行粘着,即成无纺布。1
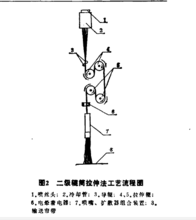
二级棍筒拉伸法图2为二级辊筒拉伸法工艺流程图,长丝由喷丝头1喷出,冷却管2进行冷却,经导辊3至导辊4,辊筒4加热至105℃,其线速度为227米/分。拉伸辊5的线速度为85米/分。由此可算出拉伸比为3.75。拉伸后长丝再于电晕粉电器6上着电。最后,长丝在组合装置7(上部为喷嘴,下部为扩散器)内,受到快速气流的进一步拉伸,然后也由气流将长丝束扩散开来,以避免在铺网时发生丝的凝结现象。扩散开的长丝在输送帘带上铺网,然后送去粘着成布。1
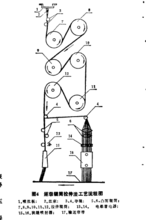
逐级棍简拉伸式采用6个辊筒对丝束进行逐级拉伸。这些辊筒的线速度逐步提高,丝束得到充分拉伸后即进行铺网粘着。工艺流程见图3。长丝由喷丝板1挤压出后,经导辊3,冷却后逐次通过辊筒7、8、9、10、11和12,这些辊筒的线速度逐步提高。由于辊筒8、9和10、n的线速度相差较大,故丝束的拉伸主要在这4个辊筒间完成。辊筒8和10分别用蒸汽加热至130℃和140℃。棍筒8表面光滑,可使丝束获得均匀拉伸。辊筒10表面在轴向间隔地刻有凹槽,其凹槽总面积是该辊轴向总表面积的22~31%,它使丝束获得部分拉伸。凸面辊筒5和6使丝束铺开。电晕着电器13和14给丝充负电,使单丝相互分离。狭缝喷射器15、16对丝束进一步拉伸,并进行铺网。图中所示的两个狭缝喷射器将丝分别铺于经向和纬向。实际使用中,部件6、14、16可根据需要决定取用与否。1
异形粘胶纤维与其喷丝头拉伸率异形粘胶纤维,即在粘胶纤维成形过程中,采用异形喷丝孔喷头纺制的具有特殊形状横截面的粘胶纤维。对于粘胶长丝而言,由于其改变了常规粘胶长丝对光的反射性能,因此增加了着色后的色泽华丽性和动态闪光性,其丝光效应是常规粘胶长丝不可比拟的。随着纤维比表面积的增加和皮层的增厚,纤维的吸湿性、回弹性和悬垂性也得到增强。不加捻的异形粘胶纤维更增加了其蓬松性,仿麻、仿毛效果更为逼真。
异形粘胶长丝在纺制的过程中,纺丝原液要从直径较大的通道被压人横截面很小的异形喷丝孔。由于纤维素黄酸醋的聚合度大约在300左右,分子量大约在5万左右,分子链很长且分子量很大,分子链间引力较强,当受到剪切力作用时,纺丝原液既具有很大的粘性,又要发生弹性形变。因此,纺丝原液是具有很高粘弹性的粘稠流体。当纺丝原液在异形喷丝孔入口区受剪切力作用而体积迅速缩小时,一部分能量使纺丝原液发生粘性流动,另一部分能量则使纺丝原液产生弹性形变而将那部分能量转化为弹性能贮藏在粘胶细流中。由于孔板很薄,粘胶细流在孔道中停留时间很短,一其中贮藏的那部分弹性能在尚未得到完全松驰前就已流出孔口,因而要在孔口处发生回弹使粘胶细流体积发生膨化。
对于异形粘胶纤维,要想使粘胶细流和初生纤维尽可能地保持孔口形状,必须迅速对其施加较大的正拉伸,以保持或缩小异形横截面。对于扁形粘胶长丝来讲,经试验证明,在较低的喷丝头正拉伸率下,其横截面呈“胖扁形”,扁形横截面的长宽比(长轴与短轴长度之比)较小,在较高的喷丝头正拉伸率下,其横截面呈“瘦扁形”,扁丝横截面长宽比较大。但是,喷丝头拉伸率有其极限限度,当超过其极限限度时,由于纤维素分子链的取向和结晶速度远跟不上拉伸速度时,粘胶细流或初生纤维就会断裂,可纺性迅速下降。
在喷丝孔的剪切力和牵伸盘拉伸力的作用下,粘胶细流或初生纤维中的纤维素分子链会发生取向和结晶,即分子链被拉顺并沿轴向平行排列,且平行排列的相邻分子链中的经基之间还会产生氢键而进一步增大分子链间的引力,从而使异形粘胶纤维的干强和湿强增加。对于扁形粘胶长丝来讲,在较低的喷丝头正拉伸率下,干强在1.55cN/dtex左右、湿强在.067cN/dtex左右,而在适宜的正拉伸率下,干强可达1.90cN/dtex以上、湿强也可达0.90cN/dtex以上,完全能达到常规粘胶长丝一等品的标准。
但是,当喷丝头正拉伸率超过适宜范围以后,由于纤维素分子链的取向和结晶速度跟不上拉伸速度,拉伸力能破坏脆弱的粘胶细流或初生纤维中分子链间引力直至化学链的结合力,就又会使异形粘胶纤维的干强和湿强降低。例如,当扁形粘胶长丝障丝头正拉伸率超过适宜范围一定数值后,纤维的干强会降低到1.40cN/dtex左右,而湿强则会显著降低到0.50cN/dtex以下。
某些扁形粘胶长丝的湿强如此明显降低的原因所在:
首先,是因为粘胶纤维的主要缺点是遇水膨胀时强度显著降低。而湿强正是粘胶纤维在常温蒸馏水中浸泡2min后所测得的纤维在润湿状态下的强度。由于水分子的作用,亲水基-羟基之间形成的氢链被松驰,分子链间引力减小、距离增大,纤维随之膨润而使强度降低。再者,纤维与水分子的作用又直接与纤维的比表面积有着密切关系。所谓比表面积就是单位体积纤维的表面积。对于异形粘胶纤维,随着其横截面长宽比的增加,它的比表面积也逐步增大。当比表面积越大时,它们与水分子的接触面也就愈来愈大。因此,它们与水分子作用而使纤维膨润的程度就愈加明显,湿强显著降低也就在所难免。
对于任一种异形粘胶纤维来讲,在纺制过程中都有其适宜的喷丝头正拉伸率范围和极限值。在其极限值的范围内,随着喷丝头拉伸率的增大,异形粘胶纤维的横截面长宽比越来越大,纤维的比表面积也越来越大并趋向于一定值,纤维的干强和湿强则呈现出先增大到最大值后又逐渐降低,湿强降低尤为明显。2
本词条内容贡献者为:
王宁 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号