

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
无螺杆挤塑机(screwless extruder)不使用螺杆的挤塑机的总称。可靠齿轮泵,柱塞等机械产生挤出压力或靠韦孙柏格效应(Weissenberg effect)产生挤出压力。后者的主要代表有弹熔体挤塑机。1
简介无螺杆挤塑机(screwless extruder)无螺杆的挤塑机的总称。通常在挤塑机中,将物料自加料斗加入,经机筒、模头挤出是靠带有螺槽的螺杆连续地旋转强制向前流动。而无螺杆挤塑机可靠齿轮泵、柱塞等机械产生挤出压力,例如柱塞式挤出机、流体动力式挤出机、辊筒式挤压机。也可靠魏森贝格(Weissenberg)效应产生挤出压力,主要代表有弹熔体挤塑机。2
出现背景现有的螺杆式塑料挤出机在塑化方面有如下缺点:难于喂送粉料(特别是在高转速下);高分子量的物料(如超高分子量聚乙烯)难于塑化;难于加工某些热级性塑料(如硬聚氯乙烯)等。为了解决这些问题,并对挤出成型工艺和设备进行改革。因此,近年来又将无螺杆挤出成型的问题提出来了。作为这种设想和进步的研究和试验,它对今后的挤出工艺可能会产生重大的影响。根据美国《塑料》报导,今后的挤出工艺将朝着无螺杆挤出成型方向发展, 而相应的挤出成型设备也就是无螺杆挤出机。3
代表作为无螺杆挤出机,目前这种机台的主要代表有弹熔体挤出机等。
弹熔体挤出机是在1934年发现的威逊柏(Weissenberg)效应的基础上而出现的。这种效应的原理是,当具有粘弹性的非牛顿型液体在两个平行转动的圆盘间发生剪切作用时,便产生了一个垂直于圆盘面的轴向力。这时,若使一个圆盘面不动,且在其上开个出口,则当另一圆盘转动时,由于轴向力的作用,熔融的液体便会从该开口处被挤出去。其作用原理如下图所示。3
优缺点如下图所示为一种弹熔体挤出机的结构示意图,这种机台的特点是结构简单,且由于被加工的塑料在机内停留的时间很短(一般在9秒~25秒之间),而塑料的加热又主要靠摩擦剪切所产生的热量,因此加热均匀,特别适用于热稳定性较差的塑料的加工。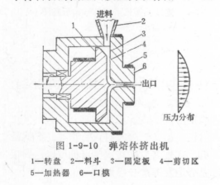
举例柱塞式挤出机结构与原理柱塞式挤出机主要部件是一个料筒和一个由液压操纵的柱塞。操作时,先将一批已经塑化好的塑料放在料筒内,而后借柱塞的压力将塑料挤出El模以外。料筒内塑料挤完后,柱塞退回原位再进行下一次操作。
柱塞式挤出机由于是间歇工作的,所以已基本被其他挤出机所代替。但在挤出黏度较大的物料,需要很大的压力时,仍使用柱塞式挤出机。如挤出聚四氟乙烯、硬质聚氯乙烯大型管材等。4
柱塞式挤出机设计要求在设计柱塞式挤出机时,一般要注意如下要求:
(1)动力操纵的柱塞在推压时能够维持恒定的推进速率。如在生产聚四氟乙烯制品时,其推压力在140-700公斤力/厘米2的范围内。
(2)当制品的成型只能用一次推压完成时。推压室要有足够的容量,以使由一次加料而得到所要加工的制品的全长。
增加推压室的容积的方法有二:一是增加其直径,一是增加其长度,但推压室直径的增加以其截面积与制件的截面积之比不宜过大(如在加工聚四氟乙烯时此比值不宜超过1500:1,最好不超过1000:1)。因为过大,聚合物易受过度剪切作用而使制品质量下降。如果是用锭料来加工制品,当它的长度不影响推压条件时,可增加推压室的长度,这时,采用长冲程的柱塞式挤出机比较合适。
(3)机头的圆锥倾斜角α一般不应大于30°,当推压室与制件的横截面积之比大于100:1时,甚至要将α降至20°,以减少剪切作用力。
(4)为便于加料以及能迅速地从机头处清选挤出机,必须装拆方便。随着塑料加工工艺和设备的发展,柱塞式挤出机近来又引起人们新的注意。那就是用连续柱塞式挤出机代替间断成型的柱塞式挤出机。这是因为柱塞式挤出机可以达到很大的挤出力,如果能够连续地挤出成型,则可以充分地发挥这一一优点。3
本词条内容贡献者为:
耿彩芳 - 副教授 - 中国矿业大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号