科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-05-07
来源:中国复合材料学会

位于意大利复合材料公司开发了一款全碳纤维的车轮毂,这款产品在很多方面都有着显著优势,其采用了工业化模塑成型的生产工艺,而且产品已经通过了全部测试。2020年上市后,将是欧洲第一款装配在SUV上的全碳纤维车轮毂。
这家复合材料公司是意大利一家为汽车、舰船、航空航天和工业应用领域提供高级复合材料(使用碳纤维、玻璃纤维和芳纶纤维等)结构部件的设计、原型开发和生产的领导企业。
它专注于多种生产技术,包括手糊和热压罐成型、手糊和固化炉成型(OOA)、负压树脂灌注、湿法层铺、低压树脂传递模塑成型(LP-RTM)、高压树脂传递模塑成型(HP-RTM)和模压成型。
现在,该公司投入了大量资源用于开发长、短碳纤维和玻璃纤维(CF SMC/GF SMC)的模压成型和闭模高压RTM成型技术。
正是得益于对这些技术不断的投入,它才能在过去的20年里一直最知名的汽车、摩托车、航空和舰船制造企业提供特制的复合材料零部件。
最近,这家公司又投资了一整套模塑成型复合材料的岛站,产能实现了大幅提升,这套岛站包括:
▶ 一台三组分E-System环氧树脂高压计量设备,带有一个LN 10三组分混合头,可以闭环控制原料的流量和比例。
▶ 一台锁模力25000 kN、台板尺寸3.6 m×2.4 m的短行程压机,带有一套非常精确的平行度主动控制系统,可以保证模塑部件的平面度。
目前利用这台设备、通过模塑工艺生产一款形状复杂的全碳纤维车轮毂。
一个欧洲联合项目
CARIM项目联合了欧洲最顶尖的模具、化学原料、测试和认证方面的专家,以为汽车行业开发一种可商业化的大批量自动化生产全碳纤维车轮毂的制造工艺。
采用自动化碳纤维复合材料生产技术制造出的轮毂,不仅有优异的机械性能,而且还比最顶级的铝质轮毂轻35%。
轮毂的生产采用了自动化预成型和创新的HP-RTM工艺,缩短了生产节拍时间,而且具有比传统复合材料工艺更低的生产成本,同时还能实现大规模连续生产,这样才能保证CARIM轮毂相比现在的铸铝和锻造铝轮毂以及其他一些新兴的塑料轮毂更有竞争力。
于2018年底启动后,FTI(创新快速通道)欧洲项目即开启了模塑成型复杂结构部件的工业化生产的新模式。
一辆汽车要经受最严苛的考验:在最极端的行驶条件下,也要保证驾驶者与乘客在路上的安全。
性能极高的全碳纤维车轮毂
在成功完成这个欧洲项目、生产出一款通用的五辐式车轮毂后,这家即开始为一家欧洲主要的顶级SUV制造商开发一款客户设计的直径22in(约 56cm)十辐式的全碳纤维车轮毂,适用285 mm的宽胎,而且要达到工业化生产的产量:每年要供应20000件产品,如果SUV车型取得了商业上的成功,轮毂的年产量还可以再增加。
目前生产这种工业产品的技术最先进的HP-RTM工艺链包括:干纤维增强材料全套叠材自动预成型,然后注入树脂再熟化。
这次使用的是成卷的增强纤维织物进行预成型:先切割好二维的织物片材,再按要求的顺序叠放成一摞织物叠材,然后将这摞叠材送入一个全厚度覆合模具中,压成一个三维的比部件成品几何尺寸略大一点的干预成型件。
预成型件经修剪后,经过一道插入工序被放入RTM模具内,然后将高压混合的环氧树脂注入模具,浸润增强纤维织物。
一旦模具关闭,树脂和固化剂混合物在1min内即注入模腔,透过纤维浸透预成型件。
树脂注入完毕后开始固化反应,因为模具已被加热,所以20~30min后轮毂即可脱模。
模塑制成的22in轮毂重11 kg,其中60%为碳纤维,40%为环氧树脂,玻璃化转变温度(TG)超过200℃。
部件最后的机械加工是通过传统的铣削/水刀切割中心完成的,可以保证绝对的尺寸精度。
无论是这项工艺还是模塑成型出的全碳纤维车轮毂,都有很多优点:
▶ 全碳纤维轮毂比同尺寸锻造的铝轮毂轻35%。
▶ 因为轮毂重量减轻了很多,所以可以重新设计整个悬架系统,后续还可以为悬架系统减重。
▶ 车辆的操控性更好,提供了更具运动感的驾驶体验。
▶ 轮毂只需再简单涂上一层光亮透明的保护清漆,就能让外观靓丽时尚。
▶ 在轮辐的数量和样式方面,这种制造工艺提供了最高的设计自由度。
▶ 经工业化生产证明,这套生产系统适用于中高端零部件的生产。
▶ 与传统的生产方法(热压罐和固化炉)相比,大尺寸结构件的生产节拍时间已大幅缩短。
预成型时,还可以在碳纤维叠材中放入固定的金属件,这样,轮毂就可以通过金属对金属的方式进行固定,确保高转速时没有任何扭矩损失。
这款模塑成型的轮毂装上高性能轮胎后,在最极端的行驶条件下通过了多项测试,包括:
▶ 纽博格林全段赛道仿真测试,中途一个红热刹车盘的温度甚至高达700℃。
▶ 150万次循环疲劳测试,只有一根轮辐严重弯曲。
▶ 横向和径向的大冲击长循环测试,模拟在颠簸的人行道和凹坑路面行驶。
▶ 抵抗轮胎过压导致的变形测试,将轮胎充气到10bar以取代正常的2.6 bar。
▶ 螺栓锁紧测试,以高于正常的扭矩多次扭紧螺栓。
文章来源:PT现代塑料
免责声明:中国复合材料学会微信公众号发布的文章,仅用于复合材料专业知识和市场资讯的交流与分享,不用于任何商业目的。任何个人或组织若对文章版权或其内容的真实性、准确性存有疑义,请第一时间联系我们。我们将及时进行处理。


来源:CSCM_OFFICE 中国复合材料学会
原文链接:https://mp.weixin.qq.com/s?__biz=MjM5MTA2NTk1Nw==&mid=2654414248&idx=3&sn=d7631e00af2373bb813b7d510a448361&chksm=bd78b7a28a0f3eb466164829e2cc0a463e37032bb67e1067a63247e0ab30de101caa94a92a59#rd
版权声明:除非特别注明,本站所载内容来源于互联网、微信公众号等公开渠道,不代表本站观点,仅供参考、交流、公益传播之目的。转载的稿件版权归原作者或机构所有,如有侵权,请联系删除。
电话:(010)86409582
邮箱:kejie@scimall.org.cn

新型交通工具!革命性碳纤维复材飞行汽车Antelope

【复材资讯】如何用沥青生产汽车用碳纤维
汽车轮毂轴承

【复材资讯】3D打印汽车碳纤维复合材料安全气囊壳体
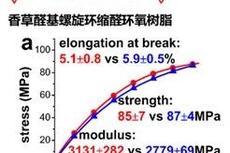
科技前沿 | 宁波材料所在生物基易回收热固性树脂方面取得进展

T800级碳纤维实现千吨级量产

再生碳纤维现状:用于汽车如何?

被发达国家禁运的先进材料,后来怎么样了?
专访王长红|聚焦碳纤维澳盛科技深耕汽车轻量化产业

【科普知识】纳米纤维增韧膜在碳纤维汽车复合材料冲击吸能的应用


科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号