科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2019-02-19
来源:南京环境科学学会
河北某植物蛋白公司生产污水处理项目,采用酵母菌反应池-UASB-SBR-MBR的工艺流程,设计处理量50 m3/d,工程系统运行稳定可靠,出水达到既定要求。但工程建设初期未安装自动化系统,人工操作较为繁琐,预警报警机制不完善,人工巡查工作量大。此次自动化系统工程在现有工艺设备基础上,利用物联网技术及无线DTU模块搭建自动化控制系统网络,免去大量线缆桥架铺设工作。根据污水处理工艺,设计PLC程序,完成特定的控制功能,利用WINCC组态界面实现人机交互,构建了1套完整高效的自动化控制系统。
以浸出工艺为基础的棉籽加工行业,浸取、精炼过程中普遍会有废水排出,废水中含有高浓度油脂、磷脂、皂脚、臭脂、颗粒细小的悬浮物质等有机物。生产废水如果不经过处理直接用于绿化势必会造成植株受害,污染地下水。河北某植物蛋白公司污水处理工程始建于2011年,工段之间全部用手动操作,因操作不到位、数据检测延时等因素容易出现污水处理系统运行波动的情况,且人工巡检任务繁重。为工程配套增添自动化控制系统将明显改善不利因素,提高系统运行稳定性,减轻人工巡检操作工作量。
但是由于工程初期并未考虑自动化系统的实施,厂区路面均已用水泥硬化,且各个工段距离较远,线缆铺设问题成为困扰自动化实施的最重要因素。随着无线通讯技术的快速发展,ZigBee、LoRa、Wifi、Bluetooth、GPRS等短距离、免维护、低成本的物联网无线通讯技术开始普及应用。公司的自控技术人员比较了不同的物联网无线通讯方案,利用LoRa技术搭建自控系统无线控制网络,以较短的时间、较低的施工成本完成了污水自控系统改造。
1
植物蛋白分公司污水处理概况
污水站工艺流程见图 1。
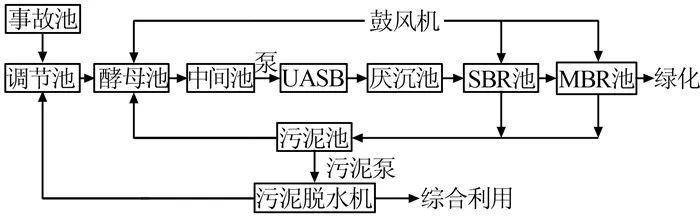
图 1 污水站工艺流程
如图 1可知,厂区混合废水首先在事故池汇集,在调节池中经工艺调兑,符合工艺要求条件后,进入酵母菌反应池降解除去其中油分,再经由中间池泵入UASB厌氧塔内,在UASB厌氧塔内有机污染物转化为CH4、CO2、H2O和VFA等;UASB出水进入厌沉池,沉淀后经二级污水泵的提升下进入SBR池,在SBR池内剩余有机污染物被分解为CO2和H2O。从SBR池沉淀分离出来的水进入MBR池,各种悬浮颗粒、细菌、藻类、浊度和COD及有机物均得到了有效的去除,过滤后的水汇入集水管中排出,从而达到泥水分离。上述工艺现场和设备自动化程度低,液位高低没有检测也没有报警,酵母池与UASB进水温度需要手动控制,精度较差,温度波动直接影响污泥的活性,SBR池DO参数无检测设备,池内运行情况无法准确把握。另外,北方寒冷的天气极易导致室外水管道冻结,这些问题都可能导致污水处理发挥不出最大的处理能力,对整个系统进行自动化改造将有效解决上述不足,提升自动化控制水平。
2
植物蛋白分公司污水处理自动化控制需求
(1) 事故池、调节池、酵母池、中间池、厌沉池、SBR池、MBR池、绿化清水池添加液位检测,自控画面实时显示,并且实时存入数据库,具有高低液位自动报警功能,可以减轻人工现场巡检工作量。
(2) 进酵母池泵、进UASB泵、进SBR池泵、进MBR池泵、清水排出泵等安装自动控制设备,具有自动手动切换控制功能,自动状态下能够根据液位的高低或者时间自动启停控制。
(3) 酵母池、UASB进水温度自动调节,控制温度范围在(35±3) ℃,保证污泥活性的充分发挥,同时具有高低温报警功能,加热功能与进水泵连锁运行,保证温度控制不超最佳工艺要求。
(4) SBR池增加在线DO检测设备,连锁控制鼓风机的运行,保证SBR池内的DO控制在1.5~4 mg/L,当DO低于1.5 mg/L时,自动开启鼓风机,DO达到4 mg/L后,自动关闭鼓风机,并增加DO值超出阈值报警功能,保障工艺要求的同时,又达到了节能降耗目的。
(5) 进UASB水流量自动调节功能,通过增加进UASB流量计,PID控制进UASB泵的运行频率,使进水流量可控,起到调整工艺过程负荷率的目的。
(6) 事故池、调节池添加pH在线检测,自控画面实时显示,并且实时存入数据库,具有高低自动报警功能,调节池根据pH自动计算配水比例,进行配水,保证进酵母池水的酸碱度严格控制在工艺要求范围。
3
自动化控制实施
由于项目设计之初并未考虑自动化系统的安装,污水处理各个工段距离较远,且各段路面均已硬化,如果按照传统的控制方式铺设线缆来控制,会带来巨大的工作量,并且施工难度较大,影响厂区美观。该工程本着“尽量减少一般走线,杜绝跨路走线”的原则,将液位计、流量计、pH计、DO测量计等信号采集与泵阀控制柜分区,泵阀控制柜等采用分布式I/O控制单元。各区域放置E61-DTU-50高速型LoRa模块作为通讯节点,LoRa模块之间采用网状拓扑结构保证了通讯冗余。整个自控系统共放置4个LoRa模块,支持在连续传输下不限数据的长度,实现9 600波特率的连续不间断传输,完美支持Modbus,具有低延迟/高响应的特点。
系统分区配置示意见图 2。

图 2 系统分区配置示意图
由图 2可知,1个无线传输云模块就是1台LoRa模块。其负责将4个区域内的传感器和控制柜信号源源不断地传输至PLC中控系统。PLC是自动化系统的大脑,WINCC组态软件负责收集、显示大脑的信息,完美实现人机交互。WINCC与PLC通过以太网通讯,PLC负责数据采集与现场单元控制,WINCC负责人机交互,两者相辅相成,共同搭建起自控系统的核心部分,实现污水处理系统的自动化控制需求。
系统自动化控制升级改造达到了以下目的,值得推广应用:
(1)无线传输,免去大量布线工作。利用无线传输方式,不用布线即可实现数据传输,指令控制,且成本较低,性能稳定。在污水处理复杂的工况环境下,无线传输比有线传输有着无可比拟的优势。
(2)优化设计系统功能,针对北方寒冷的天气,开发适用的冬季模式控制;针对调节配水,开发实现精准的定量配水控制;针对泵类运行,开发出方便灵活的“手开自停”与“自开自停”功能。
(3)使用国际先进的WINCC组态软件,优化控制界面,采集数据实时显示,并且自动记录入数据库,通过历史曲线方式丰富展示,实时查看系统运行情况,分析系统工艺指标;报表功能完善,轻松实现日报月报。
(4)使用国产海为PLC及相关编程软件,编程清晰,通讯功能强大,100%仿真功能,与国外同类品牌比较成本大幅减低,保证设计程序可执行性;连接报警器,一旦发生异常情况,立刻报警通知操作人员。
4
结语
物联网技术在污水处理自动化系统中应用比传统的有线控制更具优越性,微小的通讯模块就能代替成百上千米的通讯电缆,使工程周期及工程量大为缩短、线材用量少、建设成本低、性能稳定可靠、后期维护方便,特别针对在线监测仪器分散、泵阀控制难于集中的污水处理行业具有明显的优势,值得在既有污水处理系统自动化升级改造和新污水处理系统建设中推广应用。
(来源:《工业水处理》2019年第1期,参考文献略。订阅2019年期刊电子版,请点击“阅读原文”)
来源:gh_18aa691e9214 南京环境科学学会
原文链接:http://mp.weixin.qq.com/s?__biz=MzI1NDE5MDMxMQ==&mid=2650146517&idx=1&sn=a62c4fad4b139aa0f580cd351d21f2d5&chksm=f1ca515dc6bdd84b70f58c907749979e329816fa481384474f679cee1f4992f493f869593c28&scene=27#wechat_redirect
版权声明:除非特别注明,本站所载内容来源于互联网、微信公众号等公开渠道,不代表本站观点,仅供参考、交流、公益传播之目的。转载的稿件版权归原作者或机构所有,如有侵权,请联系删除。
电话:(010)86409582
邮箱:kejie@scimall.org.cn
【新科技知识干部读本】城镇污水高效处理支撑城市水循环系统可持续发展

什么是碳中和污水处理厂?
焦化污水处理
“工业集聚区污水深度净化关键技术及应用”成果鉴定会召开



绿会关注内蒙古牧场被铁矿场污染,与新京报记者沟通情况
云南着力补齐污水处理设施短板 加快形成城乡污水处理一体化新格局

把污水处理厂变成资源工厂

扬州大学全生态污水处理工艺装置将农村生活污水变成灌溉用水

污水处理行业发展趋势如何 2020年污水处理行业现状和未来发展前景分析
戴汝为院士当选国际自动控制联合会会士


科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号