

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
单辊熔体急冷(quenching of meltby singleroller)是将熔融合金喷向高速旋转的冷却辊表面,喷射时在辊面上形成一个动平衡熔潭,熔融合金快速固化形成连续的非晶或微晶条带的方法。
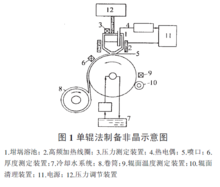
设备结构原理单辊熔体急冷法是制备铝基非晶合金的最常用方法之一,其设备结构示意图见图1。母合金在坩埚内用高频加热法熔化,达到熔融合金温度Tm,然后通入惰性气体或氮气,其坩埚内压力PE大于大气压,使熔融合金从喷口喷出,经过喷口与辊之间的间隙δ。达到快速旋转的辊面,迅速冷凝,形成连续薄带,然后借助离心力抛离辊面完成一次喷铸过程需数秒到数十秒。该法从实验室到工业生产应用最为广泛,设备较为简单,操作方便,效率较高1。
工艺参数单辊熔体急冷方法的主要工艺参数有:喷射压力P,冷却辊表面线速度v;喷射距离D,液流的喷射倾角a等。调整和控制好这些相互关联的工艺参数,才可能获得优质的非晶态合金。一般熔体喷射温度可控制在熔点以上10~200℃;喷射压力为4.9×104~9.6×105Pa;喷管与辊面的法线约成14度角;辊面线速度为10~35m/s。喷射时,喷嘴距辊面距离要尽量小,最好小到与条带的厚度相近。辊子的材料可为铍青铜或紫铜,也可用不锈钢。喷嘴通常用石英管制作,如熔化高熔点合金或大量生产时,亦可采用氮化硼等陶瓷耐火材料。如需制备活性元素(如钛,铼等)的合金条带,则整个过程应在真空或惰性气氛中进行,条带宽度可通过喷嘴的形状和尺寸来控制(其形状可为圆孔、长方孔或排孔)2。
工艺流程单辊急冷方法的工艺流程大致可分两类:
实验室型母合金冶炼一浇铸成型一装入带喷嘴的坩埚中熔化一喷射到高速旋转的冷却辊上固化一带辊分离一带材自然堆积一卷取。
工业生产型母合金熔炼一中间包一由喷嘴喷射到高速旋转的冷却辊上一带辊分离一自动同步卷取3。
总结在快速凝固技术中,实验测量冷却速率困难太大,通过二次枝晶间距与冷却速率的定量数学关系推算其冷却速率。而在采用快速凝固技术制备非晶时,由于非晶的微观组织不存在枝晶,当然也无法测量二次枝晶间距,其冷却速率更是只能进行外推与模拟3。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号