

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
滚筒研磨泛指依靠容器中工件与介质或工件与工件间的相互翻滚摩擦,进行表面处理的过程。
滚筒研磨常用的设备型式有旋转式、离心式、振动式等。
应用滚筒研磨主要用于工件成形后,及时消除前加工造成的毛刺、飞边,划痕等缺陷,对尖锐边缘进行倒圆角等二次精加工,清除油迹、锈斑、热处理鳞皮等污物,提高表面光泽和平滑度等。
优点滚筒研磨的主要优点是公害少;可以一次批量处理其它净化方法中难以夹持固定和处理的各种工件,对工件的尺寸精度影响小;加工面光泽持久性好。1
缺点滚筒研磨主要缺点是作业的工艺性很强,处理质量常常取决于对设备形式、介质、添加剂等工艺条件的正确选择,对于每一种工件,工艺参数常常经试验后确定,对脆性易碎工件不选用。
目的与对象目的:工件R角、去毛刺、平滑、光泽等
对象:五金、电子元件、汽车配件、电气元件、工业设备、医疗零件、体育用品、珠宝等
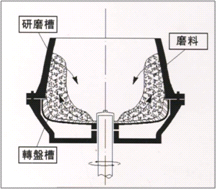
基本原理研磨石、研磨液、水和工件按一定比例混合在研磨槽内摩擦,从而达到目的。

图解离心研磨

旋转研磨

振动研磨

涡流研磨
设备举例旋转式滚筒研磨是单靠滚筒的自身旋转,对筒内工件进行表面加工的过程,如下图所示。

滚筒可直接由电动机传动,或通过一对旋转滚轮带动而滚动(滚动式滚筒)。直接传动的滚筒有水平式和可倾式两种,截面常为六边形或八边形,以使筒内工件的翻滚运动更为均匀。滚动式滚筒截面为圆形。
滚筒内物质(工件、介质、添加剂等)的总装载量宜为滚筒容积的50-60%,使翻滚时表面流动层有较长的运动路线。水量以刚浸没工件为宜,过多会削弱加工作用,对易飘浮工件可适当减少水量,但过少时工件表面易于被磨屑沾污。滚筒清除毛刺能力随水平式、可倾式、滚动式顺序降低,提高光泽和平滑度能力则随上述顺序增高。因此,工件需要一定磨削作用时,宜用水平式滚筒,滚筒线速度常为36-55m/min,脆性或软质小工件线速度应适当降低,用以提高工件光泽和平滑度时,宜用滚动式滚筒研磨,常用线速度为15-30m/min。处理时间都在6h左右。2
本词条内容贡献者为:
黎明 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号