

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
冷拉是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。
概念冷拉是指常温下采用张拉机械设备对钢材进行拉伸的工艺。冷拉产生冷拉强化效应:拉伸应力超过钢材屈服强度后卸载.钢材屈服强度将提高至卸载应力水平。
冷拉效果:钢材经冷托后屈服强度可提高20%~30%,兼有除锈、调直作用。但是钢材经冷托后塑性降低.且降低了钢筋的强屈比。由于软钢的设计强度取值于屈服强度,因此冷托提高了设计强度,但是冷拉后的钢筋抗拉强度未改变,所以冷拉降低了钢筋的强屈比;同时冷托还降低了钢筋的塑性变形性能。1
拉伸试验中试样成颈后的塑性变形过程。这时试样的伸长表现为一个截面尺寸稳定的颈缩段沿试样不断扩展,直至整个试样成为颈缩状态。成颈发生在屈服点应力急剧下降阶段。在冷拉过程中试样受的拉伸力基本保持恒定不变。
钢筋冷拉概念以节约钢材、提高钢筋屈服强度为目的,以超过屈服强度而又小于极限强度的拉应力拉伸钢筋,使其产生塑性变形的做法叫钢筋冷拉。
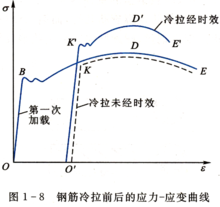
第一次冷拉效果取一钢筋对其施加拉应力冷拉,钢筋会发生变形(并作应力——应变图)。随着拉应力增加,钢筋内部承受的拉应力逐渐增大。当钢筋内部产生的拉应力超过钢筋具有的屈服点A,而达到C后,停止冷拉,卸去荷载。此时可以看到,钢筋已产生塑性变形,在卸荷过程中,应力——应变图有一个变化,直线O1C比直线OA要缓。
第二次冷拉效果重新施加拉应力,将钢筋拉伸到破坏,应力——应变图出现新的变化,新的屈服点在C点附近,明显高于原来的屈服点A。这个变化说明,钢筋的塑性发生了变化,塑性小了,硬度大了,钢筋的强度得到提高,这一现象叫“变形硬化”。
经过以上两次过程冷拉钢(筋)制作完成。2
冷拉控制1)冷拉应力控制的情况:
对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,最大冷拉率超过了规范规定值,还要再进行机械能实验。
2)冷拉率测定控制要求:
以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3)不同炉批的冷拉控制:
对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。
4)冷拉速度控制:
要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5-1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2-3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
5)冷拉控制方法:
冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根钢筋冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。
设备电动卷扬机一般电动卷扬机的牵引力为29~49kN,卷筒直径为350~450mm,卷筒速度为6~8r/min。
滑轮组及回程滑轮组冷拉滑轮组的门数和吨位,一般采用3~8门,150~500kW。回程滑轮组的门数和吨位,当冷拉和回程采用同一台卷扬机,以卷筒正反转实现回程时,其门数与冷拉滑轮组相同。当采用专用卷扬机实现回程时,一般采用2~3门,30~50kN。
冷拉夹具冷拉夹具是夹紧钢筋的器具,要求夹紧力强,安全可靠,经久耐用,操作方便。目前常用的夹具有:
(1)楔块式夹具。该夹具采用优质碳素钢制作,适用于冷拉直径14mrn以下的钢筋。
(2)偏心夹具。采用优质碳素钢制作,适用于冷拉I级盘圆钢筋。
(3)槽式夹具。没有固定的形式和规格,视现场情况而定。适用于冷拉两端有螺杆或镦粗头的钢筋。此外,还有月牙形夹具和圆锥形齿板夹具等形式。3
安全技术要求1.冷拉前首先应检查冷拉设备的能力与钢筋的冷拉力是否相适应,不允许设备超载冷拉。
2.要经常检查冷拉地锚是否稳定,卷扬机、信号装置、钢丝绳、夹具、滑轮组等是否正常,应在冷拉操作前排除卷扬机滑移,信号、机械、夹具失灵,或钢丝绳断裂等不安全因素。
3.整个冷拉操作过程,应听从统一指令,操作人员思想要集中,卷扬机司机要根据规定信号开车、停车。
4.冷拉场地应在两端地锚外侧设置警戒区,并应安装防护栏及警告标志,冷拉线两端必须装置防护设施,以防止因钢筋拉断或滑脱,夹具飞出伤人。严禁无关人员站在冷拉线两端,或跨越、触动正在冷拉处理的钢筋。操作人员在作业时必须离开钢筋2m以外。4
本词条内容贡献者为:
李航 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号