

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
带极电渣堆焊是在带极埋弧堆焊基础上发展起来的,它利用导电熔渣的电阻热熔化母材和焊带。和带极埋弧堆焊相比,带极电渣堆焊有更高的熔敷率,更快的堆焊速度,更低的稀释率,更低的焊剂消耗和更纯净的堆焊金属。
简介带极电渣堆焊是在带极埋弧堆焊基础上发展起来的,它利用导电熔渣的电阻热熔化母材和焊带。和带极埋弧堆焊相比,带极电渣堆焊有更高的熔敷率,更快的堆焊速度,更低的稀释率,更低的焊剂消耗和更纯净的堆焊金属。1

工作原理带极电渣堆焊是把持电流利过液态熔渣所发作的电阻热作为热源,焊条将电极(焊丝或板极)和焊件概 略消融,冷却后组成堆焊层的工艺法子。起头先在极板与评论底部之间引燃电弧,把持电弧热使焊剂消融组成渣池后,电弧燃烧,热源廉价由电弧热过渡到熔渣电阻热。因为消融的金属密度大,下沉组成液体金属熔池,熔渣密度小,浮于熔池下面,渣池笼盖在金属熔池概略,保护金属熔池不被气氛净化。跟着电极的不竭消融,熔池中液体金属和熔渣均不竭上升,离热源较远的下部液体金属,在冷却成形水套的强制冷却下凝聚成堆焊层。电渣槽中产生的热量熔化伸进电渣槽内的基体金属和焊带,电渣焊原理如图1。
略消融,冷却后组成堆焊层的工艺法子。起头先在极板与评论底部之间引燃电弧,把持电弧热使焊剂消融组成渣池后,电弧燃烧,热源廉价由电弧热过渡到熔渣电阻热。因为消融的金属密度大,下沉组成液体金属熔池,熔渣密度小,浮于熔池下面,渣池笼盖在金属熔池概略,保护金属熔池不被气氛净化。跟着电极的不竭消融,熔池中液体金属和熔渣均不竭上升,离热源较远的下部液体金属,在冷却成形水套的强制冷却下凝聚成堆焊层。电渣槽中产生的热量熔化伸进电渣槽内的基体金属和焊带,电渣焊原理如图1。

与埋弧带极堆焊相比,熔融电渣良好的热导率避免了电弧飞溅。焊剂的成分对热导率、固化和粘性等都有影响。为了提高大电流下的熔敷层厚度,焊剂碱度和氟化物含量通常很高,使其具有较高的导电性和较低的粘性。电渣槽的温度大约为2300℃,形成了薄层的导电液态熔渣,并能热辐射。由于大量的热量积累,采用水冷夹钳是非常有必要的。由于电流很大,所以ESW焊接机头比带极埋弧堆焊机头重很多。1
带极电渣焊特征与带极埋弧堆焊相比,ESW具有如下特点:
(1)熔敷率提高了60%-80%。
(2)由于熔深很浅(大约10%-15%的稀释率),只有一半稀释到母材中。
(3)焊接电压低(24-26V)。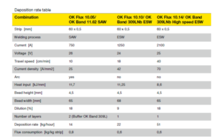
(4)电流和电流密度大(60 rain宽焊带通过电流为1000-1250A,相应电流密度为33-42A/mm2),尤其是高速焊剂允许焊接电流超过2000A,相应电流密度为70A/ram2。
(5)提高了焊接速度(50%-200%),导致覆盖面积提高。
(6)热输入量大致相同。
(7)焊剂烧损低(大约0.4-0.5kg/kg)。
(8)ESW焊焊缝金属的固化速率很低,有利于气孔逸出,减少气孔缺陷。氧气能够从熔融的电渣池中逸出到表面;堆焊层金属表面相当干净,从冶金学角度看,减少了热裂和晶间腐蚀倾向。工业生产实际应用中,产品的焊缝表面相对基体金属,具有较高的熔敷率和较低的稀释率是非常重要的。带极埋弧堆焊已经广泛应用于表面大面积堆焊,但是电渣堆焊技术正在逐渐占据主导地位。1
工艺参数采用合理的堆焊工艺参数是保证电渣堆焊过程稳定,焊缝质量良好的有效手段。影响带极电渣堆焊质量的工艺参数最主要的有焊接电压、电流和焊接速度,其次还有干伸长,焊剂层厚度,焊道间搭接量、焊接位置等。
① 精确控制焊接电压对带极电渣堆焊具有重要意义,当电压太低,有带极粘连母材的倾向。电压太高,电弧现象明显增加,熔池不稳定,飞溅也增大,推荐的焊接电压可在20~30V之间优选。
② 焊接电流对带极电渣堆焊质量影响也较大。焊接电流增加,焊道的熔深、熔宽、堆高均随这增加,而稀释率略有下降,但电流过大,飞溅会增加。不同宽度的带极应选择不同的焊接电流,比如对φ75mm×0.4mm的带极,电流可在1000~1300A之间优选。
③ 随着焊接速度的增加,焊道的熔宽和堆高减小,熔深和稀释率增加,焊速过高,会使电弧发生率增加,为控制一定的稀释率,保证堆焊层性能,焊接速度一般控制在15~425px/min。
④ 带级电渣堆焊时,母材倾角会影响稀释率和焊道成形,一般推荐采用水平位置或稍带坡度(1º~2º)的上坡焊为宜。
⑤ 其他一些参数的推荐值为:带极伸出长度为25~35mm,焊剂厚度25~35mm,焊道搭接量5~10mm1。
带极电渣堆焊焊剂获得稳定电渣过程的另一个必要条件是焊剂必须具有良好的导电性。一般电渣堆焊焊剂的电导率需达2~ 3Ω-25px-1,为普通埋弧焊焊剂的4~5倍。国内外采用的电渣焊剂多为烧结型。焊剂电导率的大小,取决于焊剂组分中氯化物(NaF、CaF2、Na3AIF6等)的多少,当氯化物(质量分数)少于40%,堆焊过程为电弧过程,在40%~50%范围大致是电弧、电渣联合过程;当氯化物大于50%后,可形成全电渣过程。CaF2既是良好的导电材料又是主要的造渣剂,因此CaF2通常是电渣堆焊焊剂的主要成分。
3Ω-25px-1,为普通埋弧焊焊剂的4~5倍。国内外采用的电渣焊剂多为烧结型。焊剂电导率的大小,取决于焊剂组分中氯化物(NaF、CaF2、Na3AIF6等)的多少,当氯化物(质量分数)少于40%,堆焊过程为电弧过程,在40%~50%范围大致是电弧、电渣联合过程;当氯化物大于50%后,可形成全电渣过程。CaF2既是良好的导电材料又是主要的造渣剂,因此CaF2通常是电渣堆焊焊剂的主要成分。
除了导电性外,焊剂还需有良好的堆焊工艺性(脱渣、成形、润湿性)及良好的冶金特性(合金元素烧损小,不利元素增量少),适宜的粒度(一般比埋弧焊焊剂粒度细)。满足上述要求,已用于生产的焊剂种类很多,如有国外的FJ-1(日本)、EST122(德国)、Sandvik37S(美国);国产的SJ15、SHD202等等。
比如,ESAB公司生产的OKFlux 10.10用于60*0.5mm焊带焊接电流可达1800A, OK Flux 10.14用于60*0.5mm焊带焊接电流可达2300A,适用于奥氏体不锈钢的堆焊。OK Flux 10.11特别适合镍基合金的堆焊. OK Flux 10.12特别适用于小直径圆柱形物体的表面堆焊1。
磁控装置对于宽带极(带极宽度大于60mm)电渣堆焊,由于磁收缩效应,会使堆焊层产生咬边,随着带极宽度增加,堆焊电流增大,咬边现象越重,因此必须采用外加磁场的方法来防止咬边的产生(磁控法)。同时必须合理布置磁极位置,选择合理的激磁电流大小,外加磁场太强或太弱均会影响堆焊焊道的成形。二个磁极的磁控电流应可分别调整。比如对于非预热的平焊位置的工件,当带极为60mm×0.5mm时,磁控装置的南、北极控制电流分别为1.5A和3.5A;对于90mm×0.5mm的带极则分别为3A和3.5A。2
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号