

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
保险螺母原材料为45#钢,六方冷拉挤压钢棒,表面镀锌、进行过调质处理,经过诸如车、铣等机械切削冷加工。
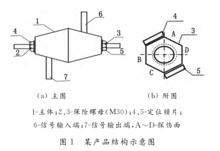
保险螺母的超声波表面波原位探伤某产品为机、电、液信号转换装置,见图1。其信号通过信号输入端6输入,经过该转换装置转换为另一机、电、液信号,从信号输出端7输出。保险螺母(M30)与整套产品的相对位置由定位锁片4、5锁定。
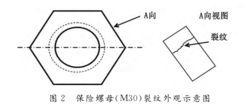
某批产品内部零部件组装结束,保证装配尺寸的机械加工完成。在装配保险螺母2、3时,发现保险螺母表面存有裂纹,见图2。此时保险螺母已处在拉伸应力(加载状态)作用下。
此时,保险螺母与整套产品的相对位置已由定位锁片4、5锁定,不允许将保险螺母从整套产品上分解下来;否则,整套产品将报废。因此,只能在不拆卸、不改变保险螺母原来安装位置的前提下,对其进行原位无损探伤。
探伤方法的选择裂纹性质
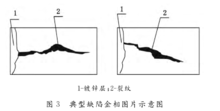
保险螺母表面裂纹的典型金相图片示意图见图3。裂纹深约0.40mm,目视外观检查不可见,但超声波表面波检查时非常明显。
将裂纹断口打开,经过金相低倍观察,发现断面上有锈蚀和镀锌层,裂纹表面被锌镀层覆盖。说明保险螺母的裂纹为原材料裂纹,表面处理镀锌前裂纹就存在。缺陷金相示意图见图3。
方法选择
在工业上,常用的原位探伤方法有目视检测、射线检测、磁粉检测、渗透检测、超声检测等。
目视检查不能发现该保险螺母原材料裂纹。
磁粉检测由于不允许改变保险螺母的原来安装位置,更不允许将保险螺母拆卸下来,所以也无法进行。
又由于裂纹深度约0.1mm,射线检测的检测灵敏度无法达到,所以也不行。
另外由于裂纹表面有锌镀层覆盖,不符合渗透检测关于缺陷表面开口的基本要求,所以渗透检测也不可进行。
经过多种无损探伤方法反复试验发现,只有用超声表面波探伤法,才能对不分解状态下的保险螺母进行探伤检查。
探伤原理表面波在平面、曲面上的传播
表面波在平面上传播时,其速度 可由下式表示:
可由下式表示:

式中:
—表面波速度;
 —横波速度;
—横波速度;
 —泊松比。
—泊松比。
对于钢,因为,=0.29;所以,≈0.9。表面波在曲面上传播时,其速度随曲面形状和曲率大小而有所不同,凸面上速度较平面及凹面上速度偏小。当曲率半径与波长之比足够大(约50以上)时,基本上与平面相同。表面波在平面、曲面上传播速度的变化,会直接影响保险螺母表面波探伤的扫描速度的调整。
表面波在转折、棱角处的传播
表面波在保险螺母表面传播过程中,如果遇到转折、棱角等,可能出现波型转换,波型转换遵从反射定律;同时,表面波可以跨越保险螺母表面这一转折、棱角,传播到保险螺母表面下一转折、棱角,并反射回来。
表面波探伤时,注意区别此类波与缺陷波,防止误判。
表面波的能量
表面波的能量随传播深度的增加而迅速减弱。当表面波在保险螺母表面的传播深度超过两倍波长时,保险螺母表面质点的振幅已经很小。表面波在保险螺母表面的探伤深度与表面波的能量直接相关。一般认为,表面波探伤只能发现距保险螺母表面两倍波长深度范围内的缺陷。
保险螺母表面波原位探伤
见图4,表面波探头置于保险螺母表面A处,探头发射表面波沿保险螺母表面前进,在表面波前进路径上没有任何缺陷时,则在荧光屏上仅有起始波T,如果有裂纹,则有一部分声波在裂纹开口处仍以表面波形式被反射,并沿保险螺母表面返回,在荧光屏上起始波T后有缺陷波F,从而发现保险螺母表面的裂纹。另一部分表面波仍以表面波的形式沿保险螺母裂纹表面继续向前传播。

探伤工艺仪器、探头和耦合剂
(1)仪器本试验使用A型脉冲反射式超声波探伤仪。
(2)表面波探头本试验使用超声波探伤中最常用的纵波折射法。当纵波通过斜楔,斜入射至半无限大的固体介质表面时,如果入射角大于第二临界角,则在第二介质中既无纵波也无横波。在入射角α满足下式的情况下,在界面上可产生表面波:

式中—在被检固体中,表面波的传播速度;
 —在透声斜楔中,纵波的传播速度。
—在透声斜楔中,纵波的传播速度。
透声斜楔为有机玻璃,其纵波的传播速度约为2730m/s;被检固体保险螺母为钢,其表面波的传播速度约为3230m/s,故入射角α计算值为57.7°。超声波表面波探头技术参数为:入射角α为62°,工作频率为5MHz,晶片尺寸为7mm×8mm,晶片形状为方型。
(3)耦合剂采用20#机油作耦合剂。
标准样件
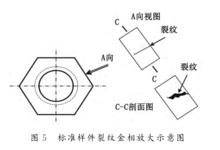
用于标准样件的保险螺母,表面含有自然裂纹缺陷,经金相试验测定:直量0.1272,斜量:0.1590(直量:裂纹顶端至螺母表面的垂直距离;斜量:裂纹的实际长度)。见图5。
探伤面
除去装有定位锁片的两面外,其余四面(即图1中A、B、C、D面)均为探伤面。
探伤操作
使用A型脉冲反射式超声波探伤仪,入射角α为62°的表面波探头,用直接接触法进行探伤,探头在每个探伤面上均作两次探测,即使表面波顺时针方向探测一次,再逆时针方向探测一次。
探伤起始灵敏度
用保险螺母标准样件上面的自然裂纹缺陷,调节仪器的起始灵敏度,使波幅为荧光屏高度80%。
探伤扫描速度调整
保险螺母探伤面,不是平面,有转折、棱角,还可能存有裂纹;表面波在保险螺母探伤面传播过程中,可能出现波型转换等。因此,在平面试块上调整扫描速度会出现较大误差。
试验使用保险螺母棱角调整探伤扫描速度,见图6~图7。
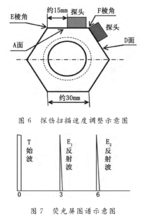
(1)将探头置于A面,使探头前沿与保险螺母棱角E距离约15mm,荧光屏出现棱角E的反射波E1。
(2)将探头后移至D面,使探头前沿与保险螺母棱角E距离约30mm,荧光屏出现棱角E的反射波E2。此时,会出现棱角F的反射波F1。
(3)反复调整“水平”和“深度”旋钮,使E1与波E2波的回波前沿对齐水平刻度“3”和“6”,此时扫描速度为1:2;即荧光屏上水平刻度1mm表示保险螺母表面实际声程2mm。
探伤缺陷判定缺陷位置的确定
发现裂纹缺陷波后,将表面波探头置于保险螺母探伤面的适当位置,用沾有油的手指贴在表面波传播方向的路径上,由远及近,轻轻拍打,当裂纹缺陷波跟着手指跳动时,该位置就是裂纹缺陷所在位置。
注意区别棱角反射波。必要时,可用放大镜仔细观察裂纹缺陷波位置,或将裂纹缺陷波位置抛光后再仔细探测分析。
缺陷大小的判定
当缺陷波幅度高于保险螺母标准样件上自然裂纹缺陷反射波高时,判为不合格。
影响缺陷判别的因素
(1)油的影响
保险螺母附着油层时,由于表面波的垂直成分向油层辐射,可使表面波几乎完全衰减。试验表明,如果将保险螺母表面附着油层擦去,只剩极薄的残留油层,则对表面波的传播基本无影响。
(2)表面光洁度的影响
粘附于保险螺母表面的油污、铁锈、水垢及与材料表面相接触的其他物体对表面波的传播也有强烈衰减作用。因此,要求保险螺母表面不得有油污、铁锈、水垢及灰尘等。试验表明,表面光洁度的要求比其他超声波探伤法(例如纵波、横波等)要高一些。
结论(1)经过对281套某产品的保险螺母进行超声波表面波原位探伤(首先100%目视外观检查,然后100%超声波表面波原位探伤),发现29件保险螺母表面有裂纹。将其中9件作金相解剖对比试验,情况相符;9件中,有3件裂纹表面有镀锌层,目视外观仔细检查(5倍放大镜观察)完全不能发现。
(2)使用超声波表面波原位探伤法可以有效地检测出保险螺母表面的裂纹。不仅可以检测出裂纹的位置,也可对深度作出较准确的估计。
(3)对281套产品进行检测,有252套产品合格顺利入库,使价值约25万余元的产品顺利交付。
(4)类似于保险螺母的各类紧固件,在特种设备锅炉压力容器系统、航空航天系统等,应用非常广泛。在大量的维护定期检查中,各类紧固件常常不允许分解下来。本超声表面波原位探伤方法提供了十分有效的无损检测方法。1
本词条内容贡献者为:
尹维龙 - 副教授 - 哈尔滨工业大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号