

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
双头式吹塑机即吹塑机采用了双层双螺旋流道机头。
熔料在内、外螺旋流道内流动时,一部分熔料随着内、外螺旋流道向下流动,另一部分熔料顺着内、外芯壁向下流向储料腔,这样可以保证360度都有熔料下流,使得熔料均匀融合。
双层双螺旋流道机头储料式机头分为中心入料式和侧向入料式。侧向入料式是应用非常广泛的一种方式。在储料式侧向入料中空吹塑机中,机头所起的作用是融合融料,并形成型坯。融料融合的关键是机头中的流道。目前我国一些企业研究出了双层心形包络流道,但双层心形包络流道流道长度较短,压降较大,熔料融合后周向均匀性较差。本文参考国外资料研究出了双层双螺旋流道,如图1所示。
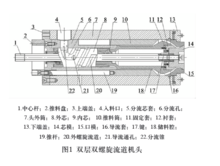
图1中,外芯设有两条呈180度对称缠绕的外螺旋流道,内芯设有两条呈180度对称缠绕的内螺旋流道,内螺旋流道与外螺旋流道呈180度对称布置,外芯和内芯上的每条螺旋流道(内螺旋流道与外螺旋流道)的缠绕角度均为360度,以使外芯和内芯的360度的外壁面上的熔料充分均匀地融合。工作时,熔料从入料口进入机头外筒,经过分流芯套的分流孔,由外芯上的分流锥顺利完成分流,熔料向分流锥两侧流动,并经导向流道转向90度后,引流到内、外芯分流处,一部分熔料由外芯上的外螺旋流道向下螺旋流动,另一部分则通过导流通孔流入到内芯的内螺旋流道中,熔料在内、外螺旋流道内流动时,一部分熔料随着内、外螺旋流道向下流动,另一部分熔料顺着内、外芯壁向下流向储料腔,这样可以保证360度都有熔料下流,使得熔料均匀融合。1
吹塑机头型坯壁厚控制系统型坯壁厚的自动控制有轴向控制和径向控制两种。对于径向控制技术,我国还处于研究阶段,相对而言,轴向控制的研究成熟一些。
型坯壁厚的轴向控制采用的是闭环控制技术。用户在壁厚控制器的触摸屏面板上设定型坯壁厚轴向变化曲线,PLC控制器根据曲线把相应的电压或者电流信号传至电液伺服阀,由电液伺服驱动伺服油缸控制中心杆的上下移动,从而改变机头口模间隙。同时,连接中心杆的伺服油缸活塞杆上安有传感器(磁悬浮电子尺),电子尺可感知机头口模间隙的大小并反馈给PLC控制器,在PLC控制器内与标准信号进行比较,然后经伺服功率放大器传送给电液伺服阀,再通过伺服阀驱动伺服油缸,油缸带动中心杆移动,最终控制口模的开度,完成对型坯壁厚的控制。
型坯壁厚控制系统是一个位置控制系统,由电液伺服系统组成。控制的核心部分是中心杆的位置,其中中心杆位置控制精度是决定型坯壁厚控制效果的关键。因此本系统的研究重点为中心杆位置控制精度,即型坯壁厚的控制精度和系统的响应速度。
型坯壁厚的控制方法是:将每一个型坯形成过程分成数个点,分别对这些点的壁厚进行控制。控制点数越少,响应速度越快,但是点数太少,达不到所要的壁厚控制精度,且在型坯周围形成了熔接缝(环纹);点数太多,会造成系统响应时间过长,伺服油缸来不及对接收的信号做出反映,型坯就已经出来了。传统的200L塑料桶壁厚控制器都是64点或者128点的。本文针对200 L双L环桶进行了研究,经过实验验证,在满足壁厚控制精度为±1mm,每点的响应时间为0.3~0.4秒的前提下选用256点壁厚控制更为合适。
针对200L以上的大容量中空吹塑机机头的关键技术进行了研究。所设计的双层双螺旋流道形式相比于其它结构形式。其使熔料融合更加均匀,熔体的流动更加顺畅,消除了理论接缝,提高了制品强度;根据功能要求,采用优化方法确定了工艺参数和尺寸,为200L以上大容量中空吹塑机产品的优化设计奠定了基础;在已有的型坯壁厚控制的基础上,研究了200L双L环桶最优的控制点数和控制点的连接方法,提高了壁厚的均匀性、精度和制品的强度。2
本词条内容贡献者为:
王宁 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号