

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
引燃焊接电弧时,通常是将两电极(一极为工件,另一极为填充金属丝或焊条)接通电源,短暂接触并迅速分离,两极相互接触时发生短路,形成电弧。这种方式称为接触引弧。
钨极氩弧焊与手弧焊相比,具有很多优点,氩弧焊打底及全氩技术已广泛应用于电建等行业。最常见的是直流钨极氩弧焊。
简介电弧:一种强烈而持久的气体放电现象,正负电极间具有一定的电压,而且两电极间的气体介质应处在电离状态。引燃焊接电弧时,通常是将两电极(一极为工件,另一极为填充金属丝或焊条)接通电源,短暂接触并迅速分离,两极相互接触时发生短路,形成电弧。这种方式称为接触引弧。电弧形成后,只要电源保持两极之间一定的电位差,即可维持电弧的燃烧。
电弧特点:电压低、电流大、温度高、能量密度大、移动性好等,一般20~30V的电压即可维持电弧的稳定燃烧,而电弧中的电流可以从几十安培到几千安培以满足不同工件的焊接要求,电弧的温度可达5000K以上,可以熔化各种金属。
电弧组成:阴极区、阳极区、弧柱区三部分。1
TIG焊程控接触引弧的实现氩弧焊的电弧引燃机理比较复杂,引弧过程中既要克服因电离度高的氩气防碍电弧迅速引燃,又要避免钨棒尖锥形端头被烧毁使电弧松散,目前市面上常见的氩弧焊机都设有引弧装置(高频高压或高压脉冲),以便引弧。这些装置虽能使钨棒不与工件接触就可以引燃电弧,但它对人体及设备有潜在威胁,并且这种装置的可靠性也有问题,如遇灰尘或潮湿,引弧效果将受很大影响,甚至高压击穿。还有一种轻度接触法(划擦引弧法),用钨棒直接与工件接触使得电弧引燃,但因引弧电流不受控制,会造成钨棒烧损,导致电弧不稳,焊工更换钨棒频繁。
实验机型ZX7-180ST简介供电220v,50Hz单相。手弧氩弧两用,焊接电流10~180A,配备开关的氩弧焊枪。
工作流程1、焊接操作流程
接通电源→钨棒接触工件→闭合手柄开关→预热1~3s→提起焊枪→电弧引燃→正常焊接→断开手柄开关→电流衰减→熄弧
2、程控流程
焊程控流程见图1。

3、引弧原理
首先,将钨棒与工件接触,但不闭合手柄开关,此时控制电路处于待机状态,电流为零,钨极无任何损伤。接触良好后,闭合手柄开关,接通氩气,此时控制电路起动,检测钨极是否与工件接触(通过检测空载电压来实现,接触时空载电压为0),若接触则只输出一个固定的钨极预热电流,此电流大小非常关键,太小钨极预热不足,引弧困难,太大则粘钨极,需经反复实验选取最佳值钨极预热后,轻轻将焊枪提起,在钨极离开工件的瞬间,控制电路迅速将预热电流切换至所预置的焊接电流,产生热发射、热电离、电弧引燃。
焊接结束时,只需要断开手柄开关,电流缓降至0,电弧熄灭,氩气延时5s,保护焊接表面。
4、电路原理
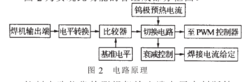
控制电路依靠检测焊机输出端电压来判断钨极的工作状态。由于焊机空载电压太高,变化幅度太大,需经电平转换电路将其转换成适当大小后与一基准电平进行比较,用其结果来控制切换电路。切换电路将完成钨极预热电流和焊接给定电流之间的快速切换,确保在钨极离开工件的瞬间引燃电弧。切换电路的输出用于调整PWM电路的输出脉宽,从而实现对电流的控制。切换电路中的开关不能使用继电器,必须使用电子开关,如:CD4066。
本词条内容贡献者为:
张静 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号