

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
冷坩埚悬浮熔炼工艺是指将切有狭缝的金属制成水冷坩埚, 置于高频交换磁场中, 利用电磁力使熔融金属与坩埚壁保持非接触状态进行熔炼。
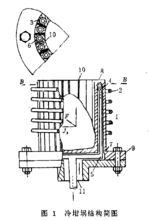
简介冷柑祸悬浮熔炼工艺是指将切有狭缝的金属制成水冷坩埚, 置于高频交换磁场中, 利用电磁力使熔融金属与坩埚壁保持非接触状态进行熔炼。结构简图如图11:
历史沿革冷坩埚悬浮熔炼技术起源于悬浮熔炼和感应渣熔炼技术。悬浮熔炼通常是在高频线圈里的无坩埚熔炼, 熔体最重仅几10g, 而感应渣熔炼由于渣易于混入熔体没有得到工业实际应用。80年代初期, 美国D ur io n 公司将感应渣熔炼工艺发展成为感应壳熔炼工艺, 也就是现通称的冷增祸熔炼工艺。这种进展是在改进感应渣熔炼工艺的实验中得到的。为了减少渣对材料的污染和带来的其他问题, 研究人员想使用最少的用渣量, 实验结果意外地发现, 在无渣情况下, 熔体也不会造成坩埚瓣间短路, 从而提出了感应壳熔炼新工艺1。
感应壳熔炼的特点及问题感应壳熔炼与感应渣熔炼工艺的不同在于实现了无渣冷坩埚熔炼。避免熔体与坩埚接触造成短路的条件在于: 采用较高的感应频率和较大的功率, 坩埚采用合里的尺寸和足够的切缝, 特别是分瓣坩埚底部相通连, 降低了瓣间电压。坩埚底采用整体结构, 不存在瓣间感应电压过高造成打弧短路问题。感应壳熔炼很快地发展成为一种具有实际工业价值的生产方法。
感应壳熔炼存在的问题是坩埚底部为整体结构, 不会形成排斥熔体的劳伦兹力, 熔体在底部与坩埚接触损失大量热量, 形成较厚的凝壳, 往往超过总容积的1/3。这种工艺用于多炉次熔炼同种牌号合金时不会遇到问题, 但对小批量和多品种合金生产和实验研究十分不里想, 特别给多种元素合金化和高熔点材料的熔炼带来困难2。
冷坩埚熔炼的关键实现冷坩埚熔炼的关键在于切割有夹缝的水冷铜坩埚和外加高频感应磁场。高频电流透过切缝产生的磁场会传递给被加热物料, 物料产生的感生电流将自身加热, 同时被加热炉料和磁场相互作用, 产生由物料表面向中心的推力, 这种劳伦兹力防止了炉料和坩埚壁相接触。这是一种常用的解释方法。实际上任何一种感应熔炼都存在这种力, 通常称为“ 驼峰力” 。冶炼过程使炉料产生驼峰, 但这种说法不足以解释冷坩埚熔炼过程炉料不造成瓣间短路。
实际上, 当切缝和外加感应电流频率增加时, 磁场对物料作用更加均匀, 表面集肤效应增强, 电磁力增加。特别应提到的是每个瓣区四周也将产生感生电流, 使整个水冷铜坩埚内侧形成集肤电流群。正是各瓣自身感生电流产生的磁场和物料表面的感应电流间产生的电磁斥力,使熔炼过程避免了物料和坩埚的直接接触, 实现了物料电磁学意义上的悬浮。显然从这种角度来看, 外加磁场频率越高, 铜坩埚切缝数目越多, 悬浮效果越好3。
本词条内容贡献者为:
石季英 - 副教授 - 天津大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号