

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
结合PVC装置中浆料管道设计和生产实际,针对浆料管线非常容易堵塞,造成现场频繁拆卸冲洗等问题,分别从管道放空、主管道排净、调节阀、旁通管设置、开停车冲洗、吹扫等多个方面阐述了浆料管线配管的原则和注意事项,结合项目实际效果为避免生产中浆料管道易堵塞问题提供可行的配管依据。
简介聚氯乙烯(PVC) 悬浮聚合法是以氯乙烯为原料, 脱盐水为悬浮介质, 在分散剂、引发剂等化学品存在的情况下, 将界外来的氯乙烯单体经过悬浮聚合反应、浆料汽提、离心干燥后得到产品聚氯乙烯粉料。PVC装置分为加料单元、聚合单元、浆料汽提单元、VCM回收单元、干燥单元、产品输送贮存和包装单元。
经过聚合釜聚合后PVC浆料由浆料进料泵输送到汽提塔顶部, 进塔之前, 在浆料热交换器中与汽提塔塔底出来的热浆料进行换热, 蒸汽从汽提塔底部加入, VCM从浆料中脱除。PVC浆料分散在塔盘上, 与蒸汽良好接触, 并保持沸腾状态。经过VCM脱除的热浆料不断地从汽提塔底部排出,在浆料热交换器中被冷却后进干燥单元。从多个PVC项目的设计、施工、开车和生产过程中发现, 进出浆料汽提塔的浆料管线非常容易堵, 有些甚至是每周都要拆卸清洗一次, 针对频繁操作问题, 下面对浆料管线在设计和配管中的注意事项、设计原则、配管要求进行探讨。1
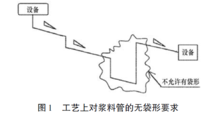
浆料管道的设计要求整个浆料管道走向应遵循步步高或步步低原则保证没有袋形, 尤其是下袋形(见图1), 当管道是重力流时, 管道要有坡度, (坡度按照PID的要求) 并坡向容器。设备间的管道应最短, 尽量减少弯头, 如需要转弯的地方要使用大半径弯管,弯管曲率半径≥4DN。但一些项目考虑到成本问题会用大半径弯头来代替弯管。1
浆料管道的配管设计为了避免管件中有死角, 浆料管道上不宜设置压力表和安全阀, 并且尽量不设置放空和排净。如果泵口设计需要设置压力表时要在水平管道顶端垂直接出, 且连接管最短, 不允许水平接管。
为减少浆料管道的死角, 浆料主管上阀门应选择球阀, 且阀门水平安装, 放空阀或放净阀尽量靠近主管安装。很多项目采用带颈法兰直接和管台焊接的方式省去连接短管, 这样也能更好的防止浆料在短管内积存引起堵塞。浆料管道主管底部切向引出排净管的方法在操作空间受到限制时被广泛采用, 排净阀同样要尽量靠近主管道, 使放净管最短 。
现场放净管, 焊口补强圈较高, 放净方式就要求管道的压力不能太大, 因为浆料的易粘附特性, 浆料管道焊接处的内表面需要加工光滑避免浆料粘附在内壁上。
管道上的调节阀应设置在管道的高点, 这样在关闭阀门时浆料可以从阀门两侧沉降, 不易堵塞阀门。
浆料管道上调节阀最好不设置旁通管道, 需要设置时, 旁通管与主管间应成45°, 并且旁通阀与主管道间的旁通管尽量短, 减少浆料积聚。
浆料管道在停车时非常容易积聚堵塞管道和管件, 在调节阀的阀前管道低点, 靠近设备进出口处都应设置冲洗、吹扫管道, 使浆料可以从管道内全部排出, 冲洗和吹扫的管道要求从浆料管顶部接入特殊的三通球阀。但在国内几个PVC项目实际生产中基本能满足顶端接入, 连接管最短, 无法实现所有项目都使用特殊的三通球阀。
经过塔前换热器加热的浆料扩径后进浆料汽提塔, 主要是为防止在设备管口处堵塞, 扩径的长度和要求在布置管道时要严格按照PID要求做,为保证汽提塔顺利运行, 进塔的热水管道应直接从主管上引出进汽提塔, 尤其不允许从主管下部连接。汽提塔底部出料管道尽量短, 这就要求浆料排除泵在布置时要尽量靠近汽提塔。
浆料管道较大支管连接应该采用Y 型三通,且支管的流向应顺着主管道的流向, 这样可以防止浆料的堵塞。1
结语关于浆料管道的配管, 除上述提到的设计应无袋形、放空连接管最短、主管道切向排净、开停车增加冲洗、吹扫外, 针对小管径的浆料管道还可以通过扩径的方式减少堵塞问题, 一些项目使用大半径弯头, 弯头两端增加拆卸法兰, 也方便拆卸清洗。另外管道伴热也是一种方法, 但是伴热的条件和成本就要综合考虑了, 从国内几个聚氯乙烯装置汽提工序的设计、施工、生产来看, 熟悉浆料管道特点,遵循浆料管道配管原则和方法, 可以解决浆料管道容易堵塞和频繁拆卸的问题。1
本词条内容贡献者为:
王宁 - 副教授 - 西南大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号