

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-11-17
一种带嵌齿式扣链齿的轮子,用以与节链环或缆索上节距准确的块体相啮合。链轮被广泛应用于化工、纺织机械、食品加工、仪表仪器、石油等行业的机械传动等。
结构设计1、链轮的齿形
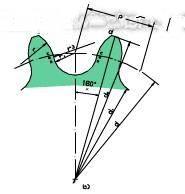
链轮齿形必须保证链节能平稳自如地进入和退出啮合,尽量减少啮合时的链节的冲击和接触应力,而且要易于加工。常用的链轮端面齿形见图1。它是由三段圆弧aa、ab、cd和一段直线bc构成,简称三圆弧-直线齿形。齿形用标准刀具加工,在链轮工作图上不必绘制端面齿形,只需在图上注明"齿形按3RGB1244-85规定制造"即可,但应绘制链轮的轴面齿形,其尺寸参阅有关设计手册。
2、链轮结构
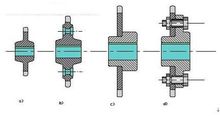
图2为4种常用的链轮结构。小直径链轮一般做成整体式(图2a),中等直径链轮多做成辐板式,为便于搬运、装卡和减重,在辐板上开孔(图2b),大直径链轮可做成组合式(图2d),此时齿圈与轮芯可用不同材料制造。例如C45,不锈钢等材料。
3、链轮材料
链轮材料应保证轮齿有足够的强度和耐磨性,故链轮齿面一般都经过热处理,使之达到一定硬度。
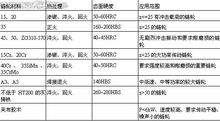
常用材料见表1。1
刮板输送机链轮磨损分析刮板输送机是一种借助于运动着的刮板链条来输送散状物料的连续运输设备。SGB-520/22刮板输送机主要用于中低厚煤层经济普采工作面运输。本产品具有结构紧凑、简单,传动平稳,安装维护方便,工作可靠,工艺布置灵活等特点;它不但能水平输送,也能倾斜输送;既可单机使用,也可多台联合使用。链轮是刮板输送机的重要部件之一,它的特性对刮板输送机的使用寿命有直接影响。链轮磨损分析所用链轮传动为普通曳引链轮,在啮合处有比较大的滑动运动,工作条件恶劣,会产生较严重的磨损。
引起链轮链窝严重磨损的原因如下:
(1)黏着磨损载荷越大,表面温度越高,黏着现象也越严重。对于一定硬度的金属材料,在不同压强下进行磨损试验得到了磨损率与压强关系曲线图,当压强达到材料硬度的1/3以上时,将发生严重磨损。根据应力分布图,可知最大应力接触点即为最大压强处,其值为884.4 MPa。因链窝处淬火硬度为HRC48~52,其对应的硬度值为4800MPa。因此,压强远远小于材料硬度的1/3,所以黏着磨损并不是链轮磨损的主要形式。
(2)接触疲劳磨损
链轮与链条摩擦副是交变接触应力,在其摩擦表面上容易形成疲劳点蚀。判断金属接触疲劳强度的指标是接触疲劳极限,即在一定的应力循环次数下不发生点蚀现象的最大应力。40Cr经表面淬火处理其接触疲劳极限σ0H=HRC17 +200,计算得σ0H=1016MPa。根据应力分布图可知链轮链窝最大应力值为884.4 MPa。其值很接近链轮表面所允许的接触疲劳极限,在最大应力处,比较容易引起点蚀失效。但因链轮与链条的润滑条件差,点蚀来不及形成,已经引起磨损,这时的主要损坏形式是磨损而不是点蚀。接触疲劳磨损是链轮磨损的主要形式,它基本决定了链轮使用寿命。
(3)磨料磨损
因链条不可避免地与煤粉接触,其上黏有少许煤粉,被带到链轮链窝接触处,煤粉含有少许尖硬的沙子,在摩擦过程中会引起链轮表面材料的脱落,这就是磨料磨损。磨料磨损和摩擦材料的硬度、磨料的硬度有关。从磨料硬度对磨损的影响图可知,磨料的硬度接近摩擦材料的硬度时,引起摩擦材料高速磨损,因煤粉混有少许尖硬的沙子,这也是加速链轮磨损的主要原因之一。1
改进措施链轮的使用寿命较短,远远满足不了生产实践的要求,根据链轮的使用状况、加工现状、制造技术,对链轮提出了一些改进措施:
(1)原链轮设计材料为40Cr,整体调质硬度HB220~250,齿部淬火HRC48~52。这种方法因齿部淬火硬度有限,在此基础上基本上不能提高链轮的耐磨性。建议将链轮材料改为20CrMnTi,渗碳淬火处理,链窝硬度可达HRC60以上,其耐磨性是40Cr材料的2.5倍以上。这样可大大提高链轮的使用寿命,减少修机频次,提高生产率,降低生产成本;
(2)原链轮链窝的形状是锻造直接成型,这样做尺寸误差大,表面粗糙,也降低了耐磨性。随着数控机床的广泛应用,且其加工费用的降低,建议锻造后留少许余量,由数铣完成精加工,以提高尺寸精度及表面粗糙度,从而达到提高耐磨性的目的。2
维护保养1、链轮的松紧度要适宜,太紧了会增加功率消耗,轴承容易磨损;太松了链轮容易跳动和脱链。链轮的松紧程度为:从链轮的中部提起或压下,约为两链轮中心距的2%-3%。
2、链轮装在轴上应没有摆动和歪斜。在同一传动组件中两个链轮的端面应位于同一平面内,链轮中心距在0.5米以下时,可以偏差1毫米;链轮中心距在0.5米以上的时候,可以偏差2毫米。但不可以有摩擦链轮齿侧面现象,如果两轮偏移过大容易产生脱链和加速磨损。在更换链轮时必须注意检查和调整偏移量。
3、链轮磨损严重后,应同时更换新链轮和新链轮,以保证良好的啮合。不能只单独更换新链轮或新链轮。否则会造成啮合不好加速新链轮或新链轮的磨损。链轮齿面磨损到一定程度后应及时翻面使用(指可调面使用的链轮),以延长使用时间。
4、新链轮过长或经使用后伸长,难以调整,可看情况拆去链节,但必须为偶数。链节应从链轮背面穿过,锁片插在外面,锁紧片的开口应朝转动的相反方向。
5、链轮在工作中应该及时加注润滑油。润滑油必须进入滚子和内套的配合间隙,来改善工作条件,减少磨损。
6、旧链轮上不能与部分新链轮混合使用,否则容易在传动中产生冲击,拉断链轮。
7、机器长期存放时,链轮应拆下用煤油或柴油清洗干净,然后涂上机油或黄油存放在干燥的地方。2
本词条内容贡献者为:
尹维龙 - 副教授 - 哈尔滨工业大学
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号