

科技工作者之家
科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
科技工作者之家 2020-06-12
来源:化工智库
摘要:以乙烷裂解制乙烯为切入点,围绕乙烷裂解制乙烯的工艺特点、工艺研究最新进展及国内外乙烷裂解装置应用情况进行了简述。通过对比分析,乙烷作为最有潜力替代石油资源裂解制乙烯的原料之一,其裂解制乙烯工艺的多种优势及良好的发展前景不容忽视。
乙烯作为非常重要的工业原料,其产量是衡量一个国家石油工业发展水平的标杆。2018年,世界乙烯需求量大幅增长,乙烯需求量已达1.6亿t/a,预计到2023年,全球乙烯需求量将增至2.0亿t/a左右。中国乙烯工业起步于20世纪60年代,发展半个世纪至今,中国已发展成为仅次于美国的世界第二大乙烯生产国,预计到2022年,全球新增的乙烯产能主要来自于美国和中国。但我国完全满足乙烯自给的能力依然不足,乙烯自给缺口巨大,预计到2025年,国内的乙烯当量缺口将达到1 600万t以上,每年我国还需进口相当一部分的乙烯及其衍生物来满足庞大的市场需求量。因此,大力发展乙烯工业是符合我国时代发展进步的必然趋势。目前国内外生产乙烯的原料主要有3种:石油、煤炭和乙烷。石油路线采用的方法为石脑油裂解法,中国的乙烯生产主要是以石脑油裂解制乙烯和煤基路线制乙烯为主,其中以石脑油裂解法生产的乙烯最为普遍。石脑油裂解法是石脑油在高温条件下裂化成较小的分子,这些小分子通过自由基反应形成气态轻质烯烃。但石脑油裂解法制乙烯依然存在能耗大、装置投资成本高;裂解过程中产生的积碳需定期清理,影响生产连续性,增加乙烯生产成本;以及石脑油不同的原料品质将极大地影响后续裂解产品的收率和质量等弊端。煤基路线制乙烯则是通过转化中低阶煤碳来合成低碳烯烃。利用煤炭作为乙烯生产原料可以部分替代石油裂解,从而缓解油气供需不足的压力。但该工艺涉及到的反应条件及产品分离条件比较严苛,因此该工艺的能耗较大,成本较高,根据中国石油经济技术研究院测算,2017年煤制乙烯的平均现金成本是石脑油裂解法制乙烯的2倍。综上,我国的乙烯工业仍存在能耗较高、原料组分较重等问题。因此,优选乙烯原料是降低乙烯生产成本的关键,同时对提高我国乙烯工业竞争力具有重要意义。目前,乙烯原料轻质化已成为趋势,其中乙烷裂解脱氢制乙烯是乙烯原料轻质化的关注焦点。乙烷裂解相比于传统原料裂解而言,其甲烷、丙烯、丁二烯收率低而乙烯收率高,因此乙烷裂解工艺的分离装置能耗相对较低,具有成本低、投资小、经济型强、盈利稳定性高等优势。据估算,以廉价乙烷作为乙烯原料的成本仅为石脑油裂解法的60%~70%。目前,已有很多国家和地区建成投产乙烷裂解制乙烯装置,其中中东地区以乙烷为原料生产的乙烯占比达到67%,北美则达到了52%。因此,乙烷裂解制乙烯是乙烯原料轻质化最具发展潜力的工艺路线之一。
1 乙烷裂解工艺
1.1 基本原理
乙烷裂解制乙烯是将乙烷在高温裂解炉中发生脱氢反应生成乙烯,并副产氢气,如反应式(1)所示。裂化反应的理想温度在8 00~1 400 K,主要取决于裂解过程中有无催化剂的存在,还会产生甲烷、乙炔、丙烯、丙烷、丁二烯和其他烃类等副产物,如反应式(2)~(8)所示。目前,乙烷裂解的反应机理一般被认为是自由基机理。C2H6→C2H4+H2
ΔH=136330000(J/kmol) (1)
2C2H6→C3H8+CH4
ΔH=-11560000(J/kmol) (2)
C3H8→C3H6+H2
ΔH=124910000(J/kmol) (3)
C3H8→C2H4+CH4
ΔH=82670000(J/kmol) (4)
C3H6→C2H2+CH4
ΔH=133450000(J/kmol) (5)
C2H2+C2H4→C4H6
ΔH=-17470000(J/kmol) (6)
2C2H6→C2H4+2CH4
ΔH=71102000(J/kmol) (7)
C2H6+C2H4→C3H6+CH4
ΔH=-22980000(J/kmol) (8)
1.2 工艺流程
乙烷裂解制乙烯工艺主要由3部分组成:热解、压缩、冷却和分离(图1)。热解是将大分子裂解成小分子的吸热过程,主要在管式裂解炉中进行。裂解炉由对流段和辐射段组成,乙烷原料先进入对流段预热,一般预热温度为500~800℃。在对流段的中部引入一定比例蒸汽与乙烷一起预热,蒸汽的引入可以降低裂解气体组分的分压,减少缩合反应,提高收率,还有助于降低管内焦炭的结焦速率。而后,进料组分进入到辐射段被加热至裂化温度进行热解,在700~900℃的高温下反应得到乙烯和其他副产物,如表1所示。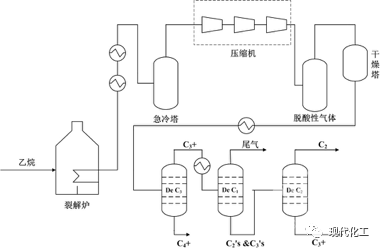
图1 乙烷裂解典型工艺流程
表1 裂解气组分
%
组分
质量分数/%
组分
质量分数/%
H2+CO
4.06
C3H8
0.12
CH4
3.67
C4
2.24
C2H2
0.50
裂解汽油
0.87
C2H4
52.45
裂解燃料油
0.16
C2H6
34.76
其他
0.02
C3H6+C3H4
1.15
总计
100
裂解完成后裂解气被冷却至600℃左右,避免继续发生分解反应。随后,将冷却后的气体进行多级压缩,以便后续从裂解产物中分离出乙烯。在压缩部分,酸性气体以及部分残留水分被除去,以防止后续进行冷却时在装置内形成固态杂质或冰,导致设备和管道的堵塞。最后,在分离流程使用制冷剂进一步冷却和压缩部分裂解尾气,分离出的氢气组分可用于乙炔加氢,剩余的液体产品可通过一系列的精馏塔分离。2 工艺操作参数对裂解反应的影响
2.1 辐射线圈出口温度COT
乙烷裂解是吸热反应,需要连续地向反应体系输入热量,一旦装置停止供热,裂解反应将不再进行。因此,反应温度是影响裂解反应能否正常进行的重要操作参数之一。衡量反应温度的一个重要指标就是辐射线圈出口温度COT,COT被定义为裂解操作时离开辐射线圈时产物的温度,对产物的组成起着至关重要的作用。当COT达到650℃时,极小部分的乙烷开始转化;当COT达到700℃时,乙烷分子获得了更多热量,乙烷转化迅速发生并伴随乙烯和其他产品的产出。Ranjan等模拟了乙烷在650~1 100℃温度区间内进行的裂解反应,同时保持其他工艺参数基本相同。模拟计算发现,乙烷的转化率随温度的升高而增加,然而在裂解气体温度达到950℃以上时,甲烷的生成量增多,产物中的乙烯组分减少。因此,出于技术和经济考虑,乙烷的裂解温度不要超过950℃。2.2 蒸汽/乙烷进料比
蒸汽在乙烷裂解中起着重要的作用:①蒸汽将降低裂解组分分压并促进其裂解反应;②蒸汽可以抑制双分子反应,例如氢转移、芳构化和聚合反应;③蒸汽将在高温下与轻烃反应并加速沉积焦炭气化,降低焦炭生成并防止催化剂活性迅速降低;④蒸汽将促进碳离子的反应并有利于丙烯和丁烯的生成。增加蒸汽与乙烷的进料比可提高乙烷转化率和乙烯收率,但生产高温蒸汽是耗能过程,使用的蒸汽量受到单元经济效益和蒸汽处理能力的影响,因此蒸汽量与乙烷的进料比应控制在一个最佳范围。经试测算,蒸汽乙烷进料比控制在0.3~0.5能有效降低裂解组分分压,保持反应平衡正向进行。2.3 裂解气停留时间
对于乙烷裂解,停留时间是一个重要的操作参数,最佳的停留时间将提供高转化率与高产品收率。文献报道乙烷裂解的最佳停留时间约为0.3 s,若停留时间过长,乙烷的裂解速率将随之降低且会增加装置内焦炭的生成,对裂解反应造成不利的影响;当停留时间大于0.45 s时,乙烷裂解的速率几乎为零。3 乙烷裂解工艺与传统原料裂解工艺的技术比较
从原料工艺角度出发,乙烷裂解工艺的乙烯收率最高可达到70%左右,远远高于石脑油等其他传统原料工艺的乙烯收率。随着原料组分由轻到重,乙烯的收率也随之下降,裂解所得的产品中副产物就越多,因此每生产1 t乙烯,所需要的原料就越多,例如柴油裂解制乙烯所需要的原料是乙烷裂解工艺的3倍,如表2所示。由此可见,乙烷是生产乙烯的最优原料之一,非常适合用于多产乙烯的工艺。表2 不同裂解原料的产品分布(质量分数)
%
裂解组分
乙烷
丙烷
正丁烷
石脑油
常压柴油
减压渣油
氢气
8.82
2.27
1.57
1.56
0.94
0.78
甲烷
6.27
27.43
22.12
17.20
11.19
8.75
乙烯
77.73
42.01
40.00
33.62
25.92
20.49
丙烷
2.76
16.82
17.27
15.53
16.15
14.07
丁二烯
1.81
3.01
3.50
4.56
4.56
5.38
丁烷+丁烯
1.81
3.01
3.50
4.56
4.56
5.38
苯
0.87
2.47
3.02
6.74
6.03
3.73
甲苯
0.12
0.53
0.83
3.34
2.90
2.90
C8芳烃
—
—
0.35
1.76
2.17
1.87
抽余油
0.80
3.62
2.92
6.75
7.3
10.77
重质油
—
0.53
1.70
4.70
18.00
25.00
从装置成本投资角度出发(见表3),总结了以不同裂解原料制乙烯的装置投资、成本以及相对能耗。由表3可以看到,乙烷裂解的相对投资均少于其他原料工艺制乙烯,且相对能耗最低。另外,从表中可得,随原料组分加重,投资和能耗均相应增加。由此可见,优选裂解原料不仅有利于提高产品收率和质量,更有利于节约成本、减少投资和降低能耗。总体而言,乙烷作为一种组分较轻的乙烯原料,具有工艺流程短、副产物含量少、乙烯收率大、投资小成本低、能耗低等诸多优势。表3 不同裂解原料的乙烯装置投资、
成本和相对能耗比较
项目
乙烷
丙烷
丁烷
轻石脑油
轻柴油
减压柴油
投资/百万美元
413.5
508.5
516.2
554.1
644.4
668.1
相对投资
74.6
91.8
93.2
100.0
116.3
120.6
成本/(美元·t-1)
241.9
201.5
201.8
355.3
397.1
363.5
相对能耗
100
144
150
153
172
204
注:相对能耗是以石脑油裂解路线的投资技术为基数100计算,其他裂解路线相比于石脑油裂解的投资比值;相对能耗是以乙烷裂解路线能耗为基数100计算,其他路线相对于乙烷裂解路线的能耗比较值。
4 乙烷裂解工艺进展
4.1 焦炭生成的建模与计算
随着裂解反应的发生,裂解炉内的线圈上将形成焦炭,尤其是在温度较高的辐射段,焦炭的生成更为严重。焦炭的形成对乙烯生产过程的能量效率和经济可行性具有极大的影响,由于焦炭层的低导热性,线圈表面上的焦炭层将减少向裂解气体的热传递。因此,为保证良好的转化率和乙烯收率,需要向裂解气体组分提供更多热量。除此之外,在线圈上累积的焦炭将会减少裂解气体通过的横截面积,为维持乙烯收率,通常会增加气体入口压力,但过高的压力并不利于反应的选择性。Karimi等提出了一种数学模型,用于预测裂解炉线圈中焦炭的生成速率以及厚度,用于指导工业乙烷裂解装置的正常高效运行。Amir等建立了一种模型,该模型能够模拟焦炭形成的方程参数,并可以通过实际数据和建模结果获得模型在实际应用情况下的偏差。4.2 新型催化涂层
Ganser等研究了一种在工业乙烷裂解装置中应用的涂层管,在安装涂层管后,裂解炉的运行时间从30 d增加至超过60 d,且裂解过程中CO的生成量有所减少。Schietekat等开发出一种新型催化涂层用于蒸汽裂解反应器的内壁,这种新型催化涂层是一种具有钙钛矿掺杂结构的催化剂,通过与蒸汽的反应将焦炭转化为碳氧化物和氢。经过试验证实,该涂层可减少76%的焦炭生成,使装置运行周期延长525%,CO、CO2的生成量分别控制在216×10-6、344×10-6左右。4.3 乙烷蒸汽催化裂解
目前,蒸汽裂解工艺依然存在操作温度和能耗较高的缺点,许多研究便将目光转移至乙烷催化裂解,即在裂解过程中加入催化剂。由于催化剂的引入,催化裂解的工作温度将低于蒸汽裂解装置。但乙烷催化裂解的催化剂难以满足严苛的裂解工况,且催化剂需具备合适的活性与选择性以确保轻质烯烃的生产。因此,蒸汽催化裂解成为了最近研究的热点,它结合了催化裂解和蒸汽裂解两者的优点,在低于蒸汽裂解的操作温度下,同时提高了乙烯和丙烯的产率。蒸汽催化裂解的开发难点在于催化剂需能够承受高温及大量蒸汽,且对乙烷具有高活性与高选择性,同时具备高稳定性和高机械强度的特性。目前针对蒸汽催化裂解催化剂的研究方向主要集中在通过对FCC催化剂进行沸石组分水热性质的改进,来使FCC催化剂适用于蒸汽催化裂解。在文献中已经提出了几种方法来解决这一问题,例如磷浸渍、稀土金属离子交换,以及通过提高Si/Al比使沸石疏水。除了对蒸汽催化裂解催化剂进行研究,很多文章还对其机理进行了探讨。Zeng、Zhang等通过实验认为烃类在氧化物催化剂上的蒸汽催化裂解遵循自由基机理。4.4 微波乙烷裂解系统
Morgana等建立了实验室规模的微波裂解系统并进行了测试,以探索从乙烷直接裂解成乙烯的可行性。微波系统在2.45 GHz下在单模微波施加器中操作,进料气流是乙烷和氩的混合气,通过石英管反应器引入微波区。从离开热区的产物气流中收集样品,并使用气相色谱仪分析。结果表明,相比于传统的裂解炉,微波加热能够将能量直接传递给裂解气组分,因此可直接裂解乙烷并获得具有高产物转化率和高乙烯选择性的乙烯。 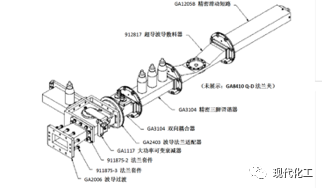
图2 微波裂解装置示意图
5 国内外装置应用现状
5.1 国外装置应用现状
利用乙烷作为裂解原料制乙烯的技术已成功在国外应用多年,如Lummus、S&W、KBR、Linde、TPL/KTI等公司,目前已建成投产的乙烷裂解装置主要集中在美国、中东等地区,生产商主要有Sweeny Texas公司、INEOS Americas公司、埃克森美孚化学公司等。以美国为例,美国的乙烷资源主要来自于墨西哥湾沿岸地区的天然气和油田伴生气,天然气的主要成分是甲烷,但往往也含有其他烷烃,如乙烷、丙烷、丁烷等NGL组分。由于美国页岩气革命的成功,从中分离出的烷烃产量大幅增长,尤其是乙烷组分,一般为12%~35%,最高可达60%。丰富且廉价的乙烷资源促进了美国近年对基于乙烷或混合轻烃为原料的乙烯生产装置的投资与建设,截至2018年2月,美国还有7套以乙烷为原料的大型裂解装置正在建设,部分以石脑油为主要原料的乙烯装置也正在或计划进行轻质化改造,预计2020年,美国乙烷裂解制乙烯占比将超过80%。根据Bloomberg统计,2017年的全球乙烯产能中以乙烷作为原料的占到了37.8%,轻质化原料合计占比达到52.5%,传统石脑油原料则下降至40%。以石脑油为乙烯原料的地区主要集中在亚太和西欧地区,然而,据报道这些利用传统原料生产乙烯的地区也将进口美国乙烷作为乙烯原料。因此,乙烷基乙烯占全球乙烯产能的比例将继续提升,乙烯原料轻质化已成必然趋势。5.2 国内装置应用现状
目前我国采用的石脑油裂解制乙烯路线存在原料结构偏重、成本高、能耗高等问题,并且对石油资源的依赖程度也较高。因此,具有多方优势的乙烷裂解制乙烯路线便成为了国内乙烯工业优化原料结构、实现原料多元化、降低原料对石油依赖度的重要发展方向之一。然而,我国乙烷裂解制乙烯工业化应用相比国外还不够成熟,乙烷供给能力不足是阻碍我国乙烯生产原料轻质化发展的主要“拦路石”,更多的乙烷需要依赖进口。由于美国在页岩气领域的成功革命,油田伴生气和天然气凝析液(NGL)产量大幅增长,乙烷资源过剩,扩大乙烷出口是美国消化过剩乙烷的必然途径。因此,在我国具有乙烯原料轻质化发展需求,同时美国扩大乙烷出口的背景下,我国众多企业加快了布局进口美国乙烷裂解制乙烯项目。据不完全统计,我国目前正在建设和规划的乙烷裂解项目约15个,产能合计约1 980万t/a。据报道,除中国石油在新疆巴州和陕西榆林的2个项目均采用本土资源外,其他13个项目均全部或部分依赖进口乙烷。其中,中国石油位于陕西榆林的兰州石化公司长庆乙烷裂解制乙烯项目于2019年1月列入国家示范工程。该项目以长庆油田天然气分离项目所产乙烷为原料,新建80万t/a乙烷裂解制乙烯装置,装置已于2019年4月开工,计划于2021年6月投产。6 结语
乙烯作为一种重要的化工原料,其产能标志着一个国家的石油化工发展水平。中国作为世界第二大乙烯生产国,依然存在自给能力不足、乙烯当量缺口较大、乙烯原料结构偏重、工艺成本较高、耗能较高等问题。目前,乙烷裂解作为一种高效生产乙烯的途径正在迅速发展,由于工艺流程短、副产物含量少、乙烯收率大、投资小成本低、能耗低等优点,越来越多的研究针对工艺优化及创新开展了深入的研究。与此同时,国内外多家企业对乙烷裂解制乙烯装置进行投资,我国目前拟建和在建的乙烷裂解装置共计15个。来源:CNCET-consulting 化工智库
原文链接:https://mp.weixin.qq.com/s?__biz=MzA4MDkxNDQ0MQ==&mid=2651696267&idx=1&sn=d4328a5e50cfd0604e225cf61d2fabc0&chksm=8465fdedb31274fb4891a454cd94c695f7d74e991319118b3e4546ea6c94a4d588977414a6c9#rd
版权声明:除非特别注明,本站所载内容来源于互联网、微信公众号等公开渠道,不代表本站观点,仅供参考、交流、公益传播之目的。转载的稿件版权归原作者或机构所有,如有侵权,请联系删除。
电话:(010)86409582
邮箱:kejie@scimall.org.cn


科技工作者之家APP是专注科技人才,知识分享与人才交流的服务平台。
 微信
微信
 京公网安备11010202008424号
京公网安备11010202008424号